2.AVI外觀檢查機的技術改善
外觀檢測機的鏡頭有不同的精度,能夠準確區分基材與邊界則需要2-3個像素以上,外形公差要求±0.05mm時應選擇鏡頭分辨率為10-20μm的全自動外觀檢測機,并按常規要求制作檢測資料。
要讓設備準確識別出金手指到板邊的距離,則需要將設備中基材與板邊界的補償參數、偏移像素等參數調整到最小,讓設備軟件配合硬件具有精確的識別功能,清晰地區分基材界外、基材、金手指三種材質邊界的色差。然后按常規參數掃描,檢測。當此區域中金手指與邊的距離變大或變小時,就會100%被檢測出來(如下圖,三排紅色塊表示此區域變小三個像素,此機鏡頭為20μm,即表示此位置變小0.06mm,已超出金手指光電模塊的客戶要求)。
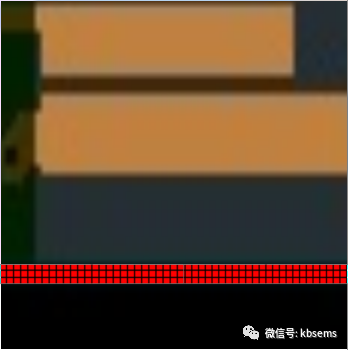
圖7:金手指插頭位精度檢測圖
3.檢測數據分析
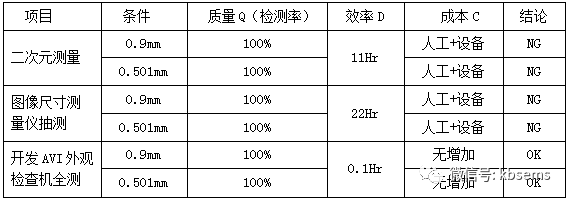
表5:檢測數據分析
從以上數據看,二次元與圖像尺寸測量儀檢測非對稱結構5G金手指插頭產品的效率非常低,只適合于抽測。而外觀檢查機AVI能夠100%準確、高效的檢測金手指到板板的距離,確保此類產品外形尺寸合格。
實驗數據總結
批試驗證
從以上實驗選擇最優條件批試100PNL,選擇高Tg板材、采用冷熱一體壓機加按非對稱結構加輔料排板壓合,冷卻時間延長60分鐘后出爐,未發現嚴重變形產品。過程中使用豬籠架插板或隔紙平放運輸,按正常流程生產至外形。成型鑼機選擇精度CPK≥1.33的設備三塊一疊采用全新銑刀初銑+精銑生產,2set連片采用履帶式斜邊機斜邊后則品質工程師抽測100片精度全部合格。選擇12μm外觀檢查機對100PNL產品全部檢測,金手指插頭位置到板邊的距離全部滿足客戶±0.05mm的要求。后續公司按以上流程標準化批量生產,未出現異常。
總結
非對稱結構的PCB產品設計可以減少部分工藝流程、可以為客戶節省材料成本,但增加了外形及后工序的加工難度。出貨前如果不能確保所有產品的外形尺寸精度會對客戶貼片及使用造成非常嚴重的影響。
選擇高Tg板材、采用冷熱一體壓機加按非對稱結構加輔料排板壓合,冷卻時間延長30-60分鐘后出爐減少對板材變形的影響,過程中使用工具平放運輸可以明顯芯板厚度相差0.15mm以上的非對稱結構產品壓合后的變形。由于不同的非對稱結構漲縮變化不一樣,對于因漲縮變形特別大的產品,可以在阻焊印刷前可以利用整平返直機增加一次烤板返直流程,溫度上限按板材按Tg值設置烤板2小時冷卻4-6小時或自然冷卻返直后再印刷阻焊有一定的改善效果。外形生產時選擇精度CPK≥1.33的設備,三塊一疊采用全新銑刀初銑+精銑生產,2set連片履帶式斜邊機斜邊,FQC采用外觀檢查機全部檢測金手指插頭位置到板邊的距離,可以進一步確保全部產品的每個插頭離板邊的距離均小于客戶±0.05mm的要求。
5G非對稱結構設計的PCB金手指插頭產品已經發展了一段時間,因加工流程復雜制作難度大,PCB生產商通常將主要的力量放在前制程進行技術攻關,客戶對外形金手指插頭位置±0.05mm的公差要求并未予以足夠的重視,特別是這種非對稱結構設計要求更嚴格、精度更難管控的插頭產品。至到近期行業內某知名公司接連發生板卡燒壞設備燒毀的事件后才引起PCB制造企業管理層對金手指插頭位置加工精度的重視。
5G非對稱結構設計的PCB金手指插頭產品主要采用高Tg材料生產,要保證產品金手指外形小于±0.05mm的加工精度,壓合及加工過程中產品變形的管控非常重要。本文僅從產品變形機理和材料的特性出發對變形的根源進行了實驗,并結合外形設備的技術特點對外形加工精度、斜邊精度的控制進行了實驗與分析,為100%保證金手指光電板插頭部位到邊的距離在出貨小于±0.05mm,開發利用外觀檢查機的檢測功能100%全測產品的外觀尺寸,杜絕了二次元抽測漏失造成燒卡燒機事故發生的風險。PCB外形加工精度的控制方法還有很多,隨著設備及工藝技術的發展也會越來越完善,本文僅針對外形的加工精度提出幾點建議供同行參考,為改善、檢驗5G非對稱結構設計的PCB金手指插頭產品的外形加工精度盡一份力。
參考文獻:
[1]劉海龍《PCB變形的原因及改善》印制電路信息2012.7
[2]IPC-TM 650《試驗方法》
[3]GB4677《印制板測試方法》
[4]IPC-TM-6012C《剛性印制板的鑒定及性能規范》